¶ 配置文件设置指引
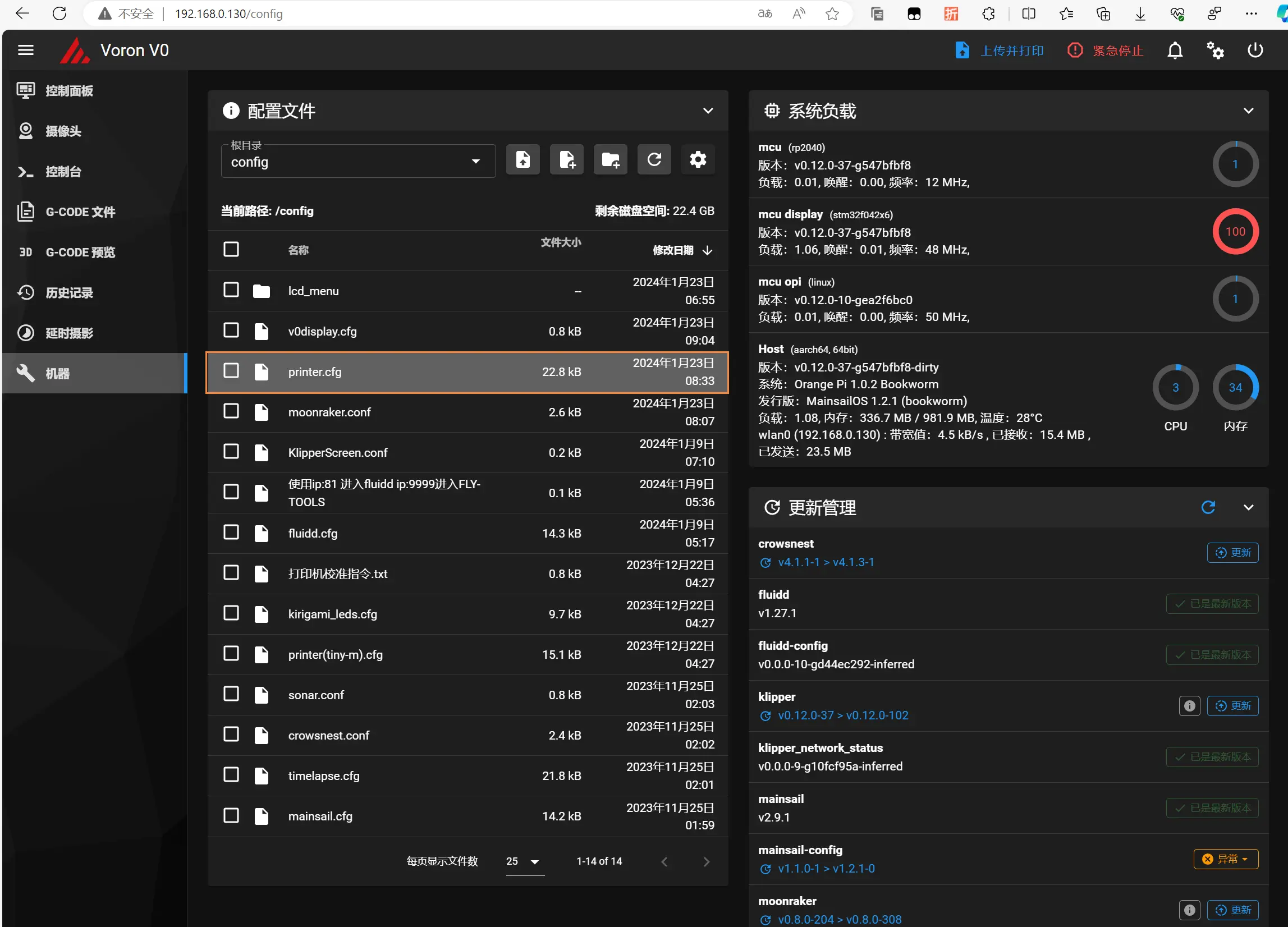
打开Mainsail或Fluidd控制台后,点击 机器 一栏,你应该可以看到一个叫做 printer.cfg 的文件,即打印机配置文件,我们需要对其进行设置。
另外,你也可以参考Klipper文档来进行更详细的设置。
¶ 头文件
在配置文件的顶部,你可以看到一些以 [include ***] 为格式命名的内容。
即所谓头文件,代表引用了外部的配置文件。
例如 [include v0display.cfg] 代表了此处引用了一个名为 v0display.cfg 的文件,这是12864显示屏的配置文件。
[include fluidd.cfg] [include mainsail.cfg] 为控制台配置文件。
[include lcd_menu/lcd_menu.cfg] 为自定义屏幕菜单文件。
[include timelapse.cfg] 为延时摄影配置文件。
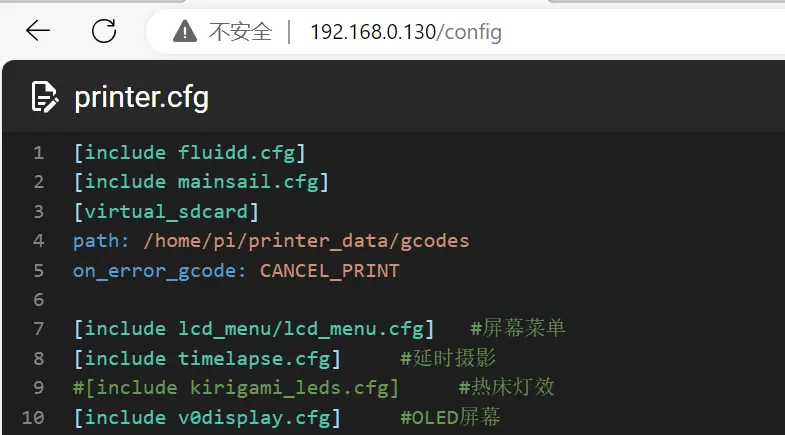
你可以通过增减头文件前面的 # 符号来使能或注释掉文件,加#注释掉该文件后,该文件不再起作用。
例如 #[include v0display.cfg] 代表屏幕配置文件已被注释掉,将不再起作用。
这同样适用于之后的部分。
¶ MCU配置
MCU,即你的主板(或下位机),例如SKR PICO。
Linux系统中设备是以路径的方式来展现的,serial(串口)中,我们需要填写的是下位机对应的路径。
这里使用UART进行连接,香橙派Zero3 GPIO上的UART接口为UART5,因此串口设备路径为 /dev/ssyS5
若使用USB进行连接,则需要更改这部分内容,且刷入不同的固件。

同样的,在屏幕配置文件中你也能看到类似的部分。
¶ 打印机限制
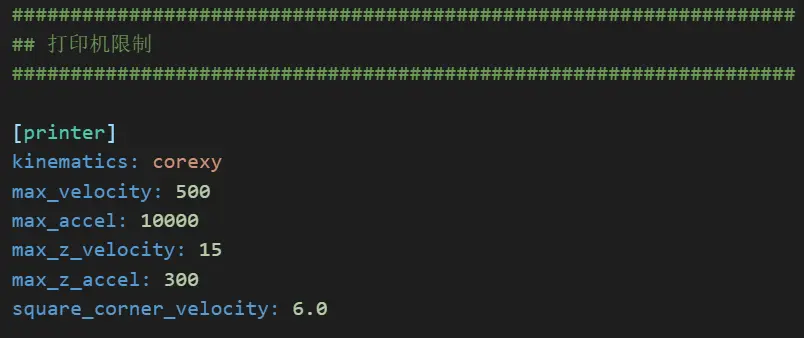
这部分配置指定了打印机部分参数限制。
kinematics: corexy 指定了打印机类型(运动学),Voron V0、Trident、V2.4均为corexy。
max_velocity 最大速度(以mm/s计)。
max_accel 最大加速度(以mm/s^2计)。
max_accel_to_decel 抖动速度,一种伪加速度(以mm/s^2计),控制工具头加速度的变化速度,或可被称为“加加速度”。用于降低短距离锯齿形移动的最高速度(从而减少这些移动造成的打印机振动)。默认值是max_accel的一半。
square_corner_velocity 转角速度,工具头可能以90度角度转角的最大速度(以mm/s计)。一个非零值可以通过在转角时使工具头的速度瞬时改变,来减少挤出机流速的变化。此值配置内部向心速度转角算法;大于90度的角度会有更高的转角速度,而小于90度的角度会有较低的转角速度。如果此值设置为零,则工具头在每个角落都将减速到零。
¶ 运动轴配置(以X轴为例)
在这里,你可以调整某一个轴(电机)的配置。
这里仅介绍在调试时可能需要更改的部分,更详细的配置方法请参考Klipper文档。
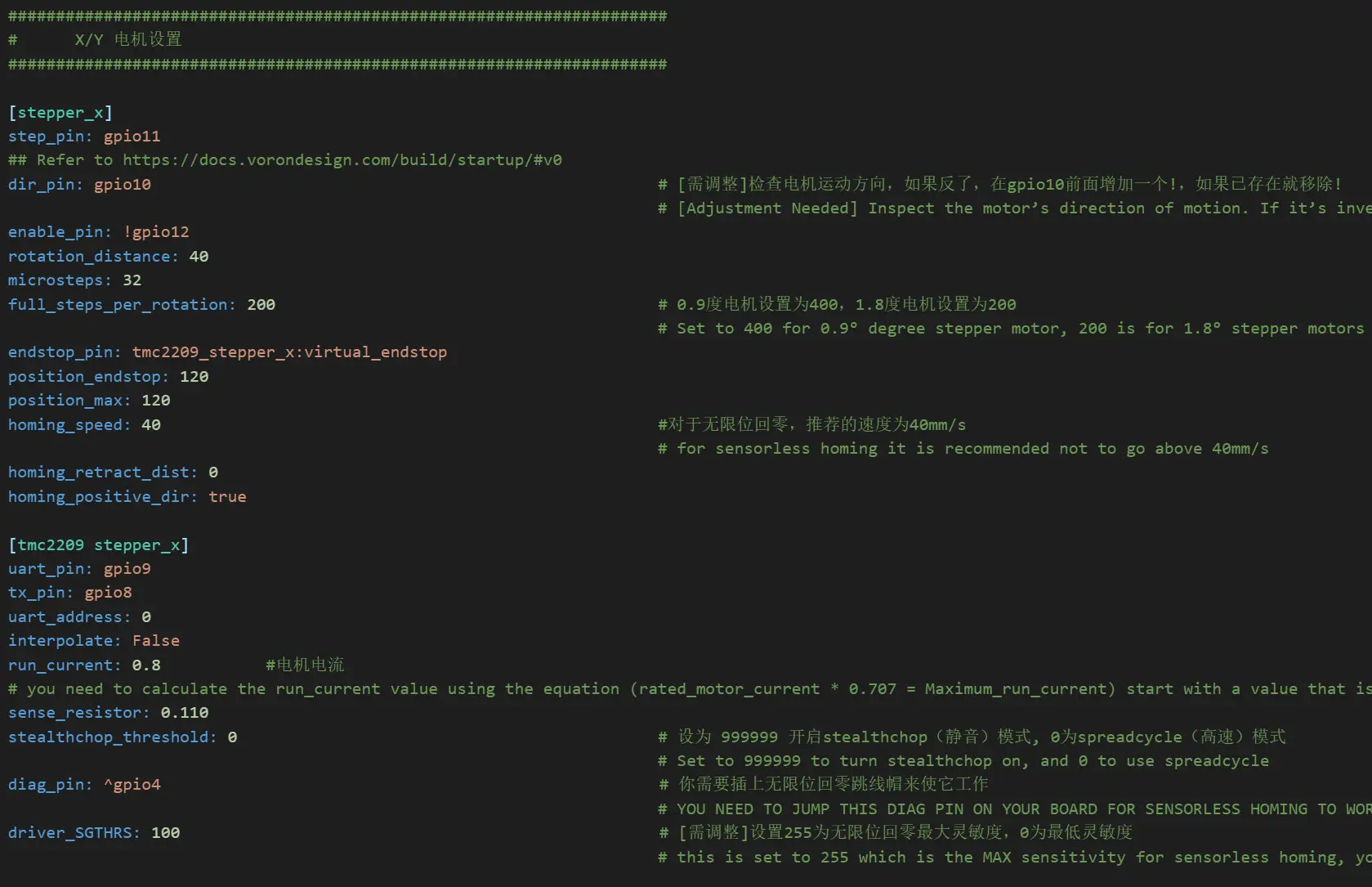
¶ dir_pin(重要)
如果该轴的运动方向反了,可以在dir_pin的前方增加或移除一个 ! ,该符号代表取反。
例如
dir_pin: gpio10
反转后:
dir_pin: !gpio10
¶ drive_SGTHRS(重要)
无限位回零的灵敏度,这个值的范围为 0-255。
增加该值会增加回零触发的灵敏度,降低则会降低灵敏度。
调整方法:
你需要调整该值,直到使用X/Y回零功能时,工具头能够碰到框架立刻停止。
若回零时打印头未触碰到框架即停止,代表灵敏度过高,需要减少该值。
若回零时打印头触碰到框架未立即停止,而是持续发出皮带打滑的声音,或很大的碰撞声,代表灵敏度过低,需增加该值。
如果持续调整,仍然出现撞击导致皮带打滑,请确认无限位回零跳线帽是否正确连接。
请多试几次,确保X/Y轴能够稳定触发回零。
¶ position_endstop
代表该轴限位所在的位置,Voron 0.2的X、Y、Z轴限位均在轴最大处,均为120.
如果你发现自己的打印机移动到0位时发生碰撞,不满足这个距离,可以稍微减小该值。
¶ position_max
代表该轴可移动的最大距离,对于Voron 0.2,均为120.
如果你发现自己的打印机移动到0位时发生碰撞,不满足这个距离,可以稍微减小该值。
¶ homing_speed
回零速度(mm/s),若觉得回零速度过快或过慢,可以调整该值。
¶ run_current
电机的电流,对于一般的35步进电机,推荐的电流值为0.8-1.2 A。
对于一般的36圆饼步进电机,推荐的电流值为0.4-0.6 A。
对于一般的42丝杆步进电机,推荐的电流值为0.2-0.5 A。
电机的绕组电阻值越小,同电流下其发热就会越小,能够承受的电流也越大。
雷赛35cm04的电阻为0.9Ω。
常见的美蓓亚35步进电机的电阻为4.4Ω。
科力尔36圆饼步进电机的电阻为2.0Ω。
在完成所有设置后,点击保存并重启,配置将生效。
建议将配置文件下载下来备份。